物業服務評估 構建科學高效的管理評價方案
在現代社區治理體系中,物業管理服務的質量直接影響著居民的生活品質與資產價值。一套科學、公正、系統的物業服務評估方案,不僅是衡量物業企業管理水平的標尺,更是推動服務持續改進、促進業主與物業和諧共處的重要工具。本文將圍繞物業服務評估的核心要素,探討如何構建一套行之有效的管理評價方案。
一、 明確評估目標與原則
物業服務評估的首要任務是明確目標。評估不應僅僅是簡單的“打分”,其根本目的在于:
- 客觀反映現狀:真實、全面地反映物業企業在基礎服務、公共設施維護、安全管理、環境保潔、客戶服務等方面的實際服務水平。
- 驅動服務提升:通過評估發現服務短板與薄弱環節,為物業企業提供明確的改進方向,激勵其不斷提升服務品質與運營效率。
- 保障業主權益:為業主(或業委會)監督物業服務履行合同約定、做出續聘或選聘決策提供量化依據。
- 促進溝通與信任:建立公開透明的評價機制,增進業主與物業企業之間的理解與信任,化解潛在矛盾。
評估過程應遵循以下核心原則:
- 客觀公正原則:以事實和數據為依據,避免主觀臆斷和個人好惡。
- 系統全面原則:覆蓋物業服務的各方面、各流程,兼顧硬件維護與軟性服務。
- 定量與定性結合原則:既要有可量化的硬性指標(如設備完好率、報修響應時間),也要有反映服務感受的定性描述(如服務態度、社區文化氛圍)。
- 持續性與動態性原則:評估應定期進行,并能夠反映服務的動態變化與長期趨勢。
二、 構建多維度的評估指標體系
一套科學的評估指標體系是方案的核心。建議從以下幾個關鍵維度進行構建:
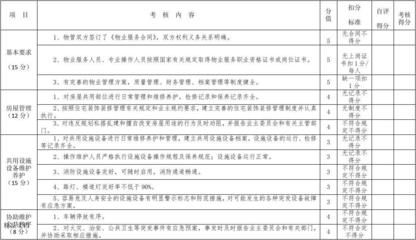
- 基礎服務與維護管理:
- 房屋及公共設施管理:建筑本體維護狀況、電梯、給排水、供電、消防等系統運行與保養記錄、完好率。
- 公共秩序與安全管理:安防系統有效性、巡邏制度、車輛管理、外來人員管控、應急預案與演練情況。
- 環境清潔與綠化養護:公共區域清潔標準與頻次、垃圾分類管理、綠化植被養護水平、病蟲害防治。
- 客戶服務與關系管理:
- 服務響應與處理:業主報修、咨詢、投訴的受理渠道、響應速度、處理流程、完結率與回訪滿意度。
- 溝通與信息公開:日常通知發布、財務收支公示、重大事項溝通機制、業主懇談會召開情況。
- 社區文化建設:社區活動組織、鄰里關系促進舉措等。
- 內部運營與管理規范:
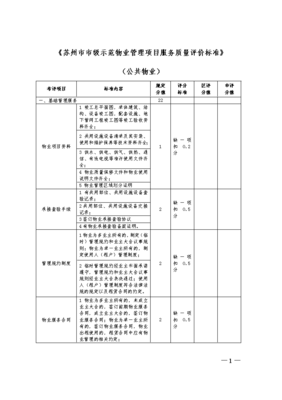
- 制度與流程:內部管理制度完善性、作業標準規程(SOP)的制定與執行。
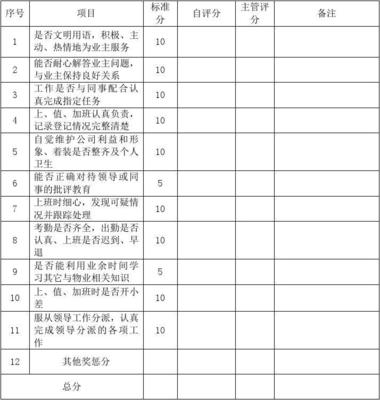
- 人員素質與培訓:物業服務人員持證上崗率、定期培訓記錄、精神風貌與服務禮儀。
- 財務管理與收費:物業服務費收支的規范性、透明度,公共收益管理情況。
- 創新與附加價值:
- 節能降耗與科技應用:節能改造措施、智能化管理平臺(如智能門禁、在線報修)的應用。
- 服務延伸與創新:根據業主需求提供的增值服務(如家政、代收快遞、老人關懷等)。
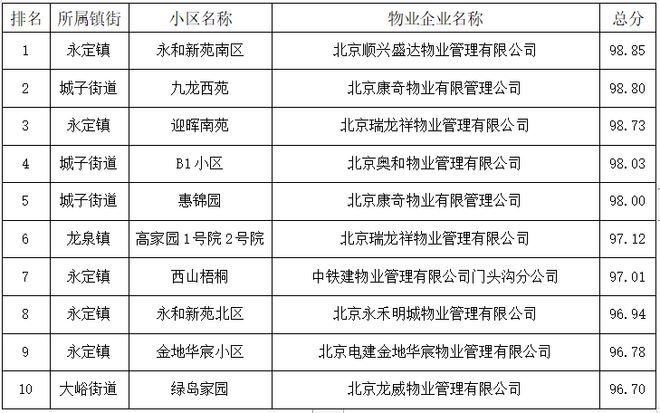
每個維度下需設定具體的、可觀測、可測量的評分細項與標準(如采用5分制或百分制),并分配合理的權重,以體現不同工作的重要性差異。
三、 設計規范化的評估流程與方法
評估的實施需要清晰的流程與多元的方法保障其公信力。
- 評估主體:可成立由業主代表、業委會成員、第三方專業機構(如評估咨詢公司)及物業企業代表(參與但不主導)共同組成的評估小組。引入第三方能顯著提升專業性與公正性。
- 評估周期:結合全面評估與日常檢查,建議每年進行1-2次全面綜合評估,每季度進行關鍵指標抽查。
- 評估方法:
- 文檔審查:檢查物業公司的各類制度文件、工作記錄、維修臺賬、財務報表、培訓記錄等。
- 現場勘查:評估人員實地檢查公共區域、設備房、監控中心、地下車庫等處的衛生、秩序、設備運行與維護狀態。
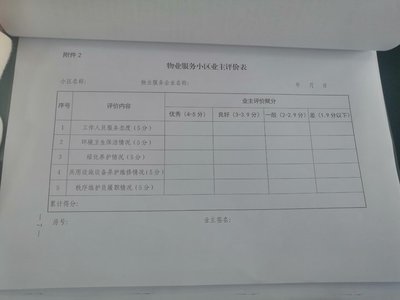
- 業主滿意度調查:通過線上問卷、電話訪談、隨機入戶等形式,收集足夠樣本量的業主意見,這是評估服務感受的關鍵環節。
- 員工訪談與觀察:與不同崗位的物業員工交流,了解其工作流程、培訓情況及對服務的認知。
- 結果分析與報告:評估小組匯總各項數據與信息,進行綜合分析,形成書面評估報告。報告應包含:各項得分、總體評價、主要優勢、突出問題、具體改進建議等。
四、 強化評估結果的運用與反饋
評估的最終價值在于結果的運用。
- 結果公開:評估報告應向全體業主公示,保障業主的知情權與監督權。
- 反饋與溝通:組織評估結果通報會,向物業企業詳細反饋發現的問題,并要求其制定書面的整改計劃與時間表。
- 掛鉤與激勵:評估結果可與物業服務企業的履約考核、續約條件、乃至服務費浮動機制(如有約定)適度掛鉤,形成強有力的正向激勵與反向約束。
- 持續跟蹤:對物業企業的整改落實情況,評估小組或業委會應進行跟蹤復查,形成“評估-反饋-改進-再評估”的管理閉環。
一個優秀的物業服務評估方案,是連接業主期望與企業行動的橋梁。它通過系統性的衡量與持續性的反饋,將模糊的“服務好壞”轉化為清晰的改進路徑,從而驅動物業管理從“基礎保障”向“品質生活創造”不斷邁進。構建并落實這樣一套方案,需要業主方、業委會與物業企業的共同理解、參與和 commitment,最終實現社區價值的共同提升與和諧共贏。
如若轉載,請注明出處:http://www.mirhd.cn/product/71.html
更新時間:2026-06-19 06:14:35